製造工程
サクソフォン工場へようこそ。
普段皆様がなかなか見ることの出来ない、楽器作りの工場の様子をご覧ください。
※現地での工場見学は受付けておりません。
1. 本体作り( 板金部)
ベル、1 番管、2 番管、ネック等を溶接、加工し、トーンホールの引き上げ、本体全てに関するチェックをして、次の工程に引き渡します。
1.材料
原材料は、“Brass/Bronze/Silver”の3種類に分類されています。
各材料は機種別に配合され、優れた特徴を持ち、約30mのロール状に束ねストックしています。

2.2番管溶接
継ぎ目を隙間なく合わせ、約1,000度の熱で継ぎ目を溶かして接合します。

3.叩き
溶接した部分は、溶けてデコボコしているので、ハンマーで叩きつぶし、継ぎ目を消します。

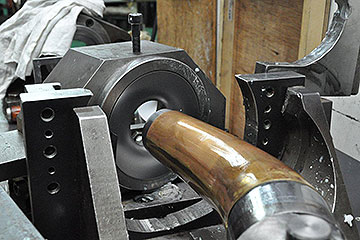
4.管体絞り
型に管体を入れ、管体より少し小さい穴の開いた鉄板に機械を押し込みます。それにより管体のテーパーに合わせ、鉄板の穴が広がり、管体が型に押し当てられ成形されます。
5.ヘラ絞り
数種類のヘラを使い分け、回転している管体に押し当て、機械で成形出来ない部分を成形します。

6.トーンホール加工穴開
成形し磨かれた管体を型にセットし穴を開けていきます。

7.トーンホール加工引上
ハンドルを回すと、中に入っている円型のパーツが引き上げられ、トーンホールが立ち上がります。
トーンホールは音程に最も影響を与える部分なので、一つ一つ丁寧に加工します。

8.仕上なまし
熱を加えて、金属組織を整え、響きを均一化させます。

2. プレス工程
プレス機を使い、抜いた物を切削加工、溶接して全ての部品を作ります。工程数の多い物では、1 個のパーツが出来るまでに約10 工程もかかります。
1.プレス加工
サックスのキーや本体になる部分を、プレス加工により打ち出します。打ち出される材料は厚みだけでも10種類以上になります。

2.プレスされたパーツ
プレスによって打ち抜かれたパーツは、穴あけ、曲げ、絞りなどの工程によって作られています。

3.パーツ加工
プレス加工した各種パーツを多種多様の刃物で削り、多くの工程を重ね形成していきます。

4.プレス型
各パーツを作るためのプレス型。一つのパーツを作り上げるためには数種類の型を使うため、2,000種類以上の型を使用します。

5.ポスト(支柱)製作
NC旋盤(数値制御された旋盤)で、大きさや加工の異なるポストをミリ単位の精度で精密に作り上げていきます。

6.ロー付け
銀ローを使い、パイプにタンポ皿等の部品を溶接することで、約120種類以上のパーツに仕上げていきます。

7.パーツストック
加工を終えた約400種の部品が、資材置き場にストックされています。

3. ポスト付け・キー作り
本体にポストを付け、キーを合わせます。キーを合わせる作業は、最終の組立をスムーズに行うための、とても大切な作業です。
1.ポスト付け
約400℃の熱で管体にポスト(支柱)をハンダ付けしていきます。

2.キー作り(1)
一番管とベルをハンダ付けします。この工程において、サックスの原型が完成します。

3.キー作り(2)
組立て(取付)工程において、組易く塞がりの精度を上げるために仮組みを行います。又、銀ロー付けの汚れ、キーの不具合をチェックします。

4.彫刻
手彫りの美しさを尊重し熟練した職人により丁寧に彫り上げていきます。

4. 表面処理( バフ研磨・ラッカー塗装)
ポスト付け終了後、薬品につけて余分なハンダを除去した本体と、合わせ終わったキーを1セットにしてバフ(布)で磨き、ラッカーを吹き付ける作業です。
1.キー磨き
全てのキーと本体は塗装の前に“バフ”掛け作業にて研摩します。

2.本体磨き
研摩剤をつけ下磨きを行い、段階的に柔らかいバフを使い仕上げます。

3.超音波洗浄
ラッカー塗装の前に超音波洗浄をし、油分や残った研磨剤をきれいに落とします。

4.ラッカー吹付け
ラッカーを吹き付け、その後炉に入れて焼付けします。

5. 組立・検査
先程とは見違えるように本体もキーもピカピカに仕上がっています。タンポ、コルク、フェルト等を貼り終えて、いよいよ組立です。
ここでキズをつけてしまうと、製品にならないため、より一層の注意が必要となります。
1.コルク・タンポ貼り
ラッカー塗装が終わったキーに、タンポ、コルクを貼ります。タンポの接着剤は溶解温度の異なった、3種類の物を使っています。コルクは、組立後にバランスの狂いが少ない圧縮コルクを使っています。

2.組み立て(1)
楽器にキズを付けないようにプロテクトテープを貼り、組立をしていきます。まず右手のキーから組み立てられ、順番に左手、サイドキーと進んでいきます。

3.組み立て(2)
ライトを使って息漏れがないようにタンポの調整をしていきます。

4.組み立て(3)
ベルが取り付けられ、最後に左手小指の最低音のキーを組立て、調整をして完了です。

5.検査
全て組み上がった状態で最終検査をします。キーのバランスやスプリングの調整をして、ネックをあわせて完成です。

6. 拭上げ・梱包・出荷
1.拭き上げ
検査後にプロテクトテープをはがし、作業中についた指紋や汚れをきれいに拭き上げます。同時にキズがないかもチェックします。

2.梱包(1)
きれいに拭き上げられた楽器は丁寧にケースに納められます。

3.梱包(2)
そして1本1本丁寧に丈夫なダンボールで梱包されます。

4.出荷
倉庫に横付けされたトラックに積み込み、国内の発売元や港へ。ヤナギサワサクソフォンは日本国内のみならず20カ国以上の国へも輸出されています。

7.マウスピース

左はメタルマウスピースの材料。右は機械加工の途中。

バッフル部の粗取り加工(他の工程を経てヤスリ、研磨布で仕上げていきます)

歯の当たる部分にエボナイトのチップを貼るための溝を掘る作業。

拡大した写真。

ヤスリでバッフル等の形を造り研磨布で整えます。この後、外形を研磨しテーブルとバッフル等を仕上げ、製品になります。

エボナイトの機械工程。ここにある機械で外形を加工し、耐水ペーパーで機械目を取り除きます。

拡大した写真。
工場の様子をご覧になっていかがだったでしょうか。
ここで紹介したのは一部ですが、ほかにも様々な工程があります。
そして、約100人もの手を経てヤナギサワのサクソフォンは作られています。
サクソフォンはとてもデリケートな楽器です。
本体の厚みは0.7~0.8 mmでとても薄く、ぶつけたりするのはもちろんですが、
ケースに入れた状態で倒れても本体が曲がってしまう事があります。
またソフトケースやパックケースでは自分で気がつかない間に凹みができていた、ということもあります。
使用後のお手入れは、タンポなどの消耗品を長持ちさせるために不可欠なものです。
また適切なお手入れ、使用をしていてもサクソフォンはバランスが狂ってきますので、
3~4ヵ月に一度の定期的な診断・調整をお奨めします。
そうすれば、いつでも良い状態で演奏することができるでしょう。
私たちヤナギサワは1本、1本心を込めて大切にサクソフォンを作っています。
ユーザーの皆様も大切に使っていただければ、きっとあなたのプレイに応えてくれるはずです。